精密陶瓷制造商
氮化鋁、氮化硅、可加工陶瓷專業(yè)生產(chǎn)加工企業(yè)
全國服務(wù)熱線
13412856568氮化鋁、氮化硅、可加工陶瓷專業(yè)生產(chǎn)加工企業(yè)
全國服務(wù)熱線
13412856568





本文提出了一種稱為穩(wěn)定峰值頻率(SPF)的新方法。該方法旨在通過避免顫振為各種刀具確定穩(wěn)定的微鉆孔切削參數(shù)。 SPF 方法包括確定微型鉆孔中的進(jìn)給速率和主軸速度。
該方法不需要力模型、工件的材料行為、模態(tài)剛度和切削刀具的阻尼。唯一需要的參數(shù)是刀具振動(dòng)的固有頻率。首先,根據(jù)最小切屑厚度確定每齒/凹槽的進(jìn)給率,該厚度取決于刀具的邊緣半徑 (r)。不同材料和切削條件的最小切屑厚度在 0.1r 和 0.5r 之間變化。在 SPF 方法中,建議每齒進(jìn)給速度在  區(qū)間內(nèi)。在所提出的方法中也可以使用更低或更高的進(jìn)料速率。每齒進(jìn)給率低于邊緣半徑會(huì)導(dǎo)致犁溝,這是由于表面光潔度差和毛刺形成而造成的。例如,低于最小切屑厚度的進(jìn)給率會(huì)導(dǎo)致在刨削狀態(tài)下進(jìn)行鉆孔過程。此外,低進(jìn)給率會(huì)增加刀具磨損,因?yàn)樵谇邢魅懈l繁地與工件材料接觸的地方鉆孔一定體積的材料需要更多的轉(zhuǎn)數(shù)。每齒高進(jìn)給率會(huì)因顫振而導(dǎo)致鉆孔不穩(wěn)定,從而導(dǎo)致刀具破損。
區(qū)間內(nèi)。在所提出的方法中也可以使用更低或更高的進(jìn)料速率。每齒進(jìn)給率低于邊緣半徑會(huì)導(dǎo)致犁溝,這是由于表面光潔度差和毛刺形成而造成的。例如,低于最小切屑厚度的進(jìn)給率會(huì)導(dǎo)致在刨削狀態(tài)下進(jìn)行鉆孔過程。此外,低進(jìn)給率會(huì)增加刀具磨損,因?yàn)樵谇邢魅懈l繁地與工件材料接觸的地方鉆孔一定體積的材料需要更多的轉(zhuǎn)數(shù)。每齒高進(jìn)給率會(huì)因顫振而導(dǎo)致鉆孔不穩(wěn)定,從而導(dǎo)致刀具破損。

SPF 方法的核心步驟是確定相應(yīng)微型鉆頭的主軸速度。眾所周知,在某些主軸轉(zhuǎn)速下,切削過程更穩(wěn)定,可實(shí)現(xiàn)更高的切削深度。 SPF 方法旨在確定可以達(dá)到最高切削深度的主軸速度。由于不存在微鉆孔顫振模型,Afazov 等人開發(fā)的微銑削模型。 (2012) 用于識(shí)別因高切削深度而導(dǎo)致的主軸速度的周期性。對不同材料(AISI 4340、AISI H13 和 Ti6Al4V)、刀具幾何參數(shù)(前角和邊緣半徑)、模態(tài)動(dòng)態(tài)參數(shù)(固有頻率、阻尼比和剛度)的不同值的敏感性分析的結(jié)果長笛工具表明,固有頻率與在葉瓣中部獲得的主軸頻率之間存在相關(guān)性(見圖 5)。關(guān)系可以由下式給出:

其中 f (Hz) 是穩(wěn)定波瓣中間的主軸頻率,fn (Hz) 是刀具振動(dòng)的固有頻率,i 是波瓣數(shù)。 圖 5 顯示了兩刃立銑刀切削鋼工件的穩(wěn)定性波瓣。 可以看出,位于葉片 1、2 和 3(f1、f2 和 f3)中間的前 3 個(gè)主軸頻率導(dǎo)致更高的切削深度。 此外,可以看出,對于前三個(gè)瓣的更大穩(wěn)定頻率范圍,可以實(shí)現(xiàn)更高的切割深度。 因此,建議選擇前三瓣的主軸頻率。
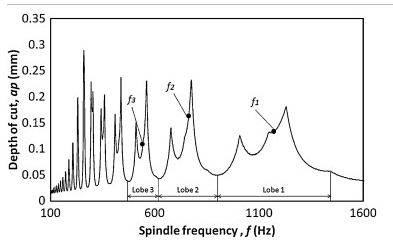
圖 5. 固有頻率為 4035 Hz 且進(jìn)給率為 4 μm/齒的立銑刀獲得的穩(wěn)定性波瓣(Afazov 等,2012)。
切削刀具振動(dòng)的固有頻率,也稱為顫振頻率,可以通過選擇導(dǎo)致刀具受迫振動(dòng)的切削條件并測量切削力、振動(dòng)和聲發(fā)射等不同信號(hào)來實(shí)驗(yàn)獲得。使用快速傅立葉變換 (FFT) 將時(shí)域中獲得的信號(hào)轉(zhuǎn)換到頻域中,其中可以識(shí)別顫振頻率。在獲得顫振頻率時(shí)要考慮的主要誤差是在微尺度測量過程中存在大量噪聲。
此外,傳感器的靈敏度和信號(hào)采集設(shè)備的采樣能力會(huì)導(dǎo)致額外的誤差。實(shí)驗(yàn)過程既費(fèi)錢又費(fèi)時(shí),因此,選擇有限元方法來獲得顫振頻率。由于建模工具 CAD 幾何形狀和實(shí)際工具幾何形狀之間的不同、網(wǎng)格質(zhì)量差和材料屬性不確定而導(dǎo)致的誤差被最小化。(未完待續(xù))
聯(lián)系電話:134-128-56568
地址:東莞市松山湖園區(qū)怡樂路1號(hào)2棟306室
E-mail:xwj@jundro.com

 掃一掃與廠家溝通
掃一掃與廠家溝通
